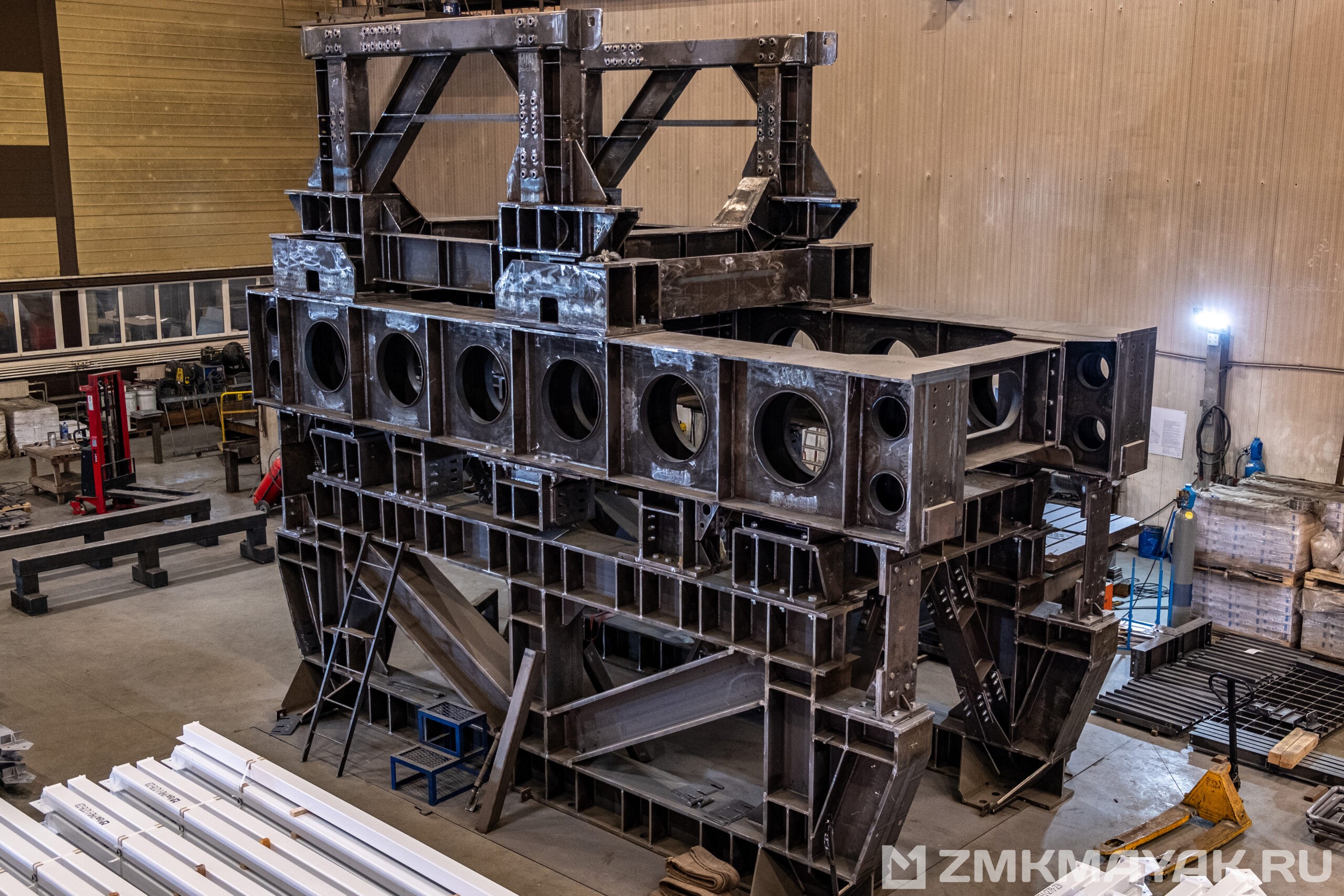
Для неспециалиста сборка металлоконструкций начинается с получения чертежей и деталей, за чем следует непосредственно сборка. Такой подход срабатывает, но далеко не всегда. На самом деле сборка металлоконструкций начинается с проверки чертежей и определения порядка сборки и сварки, последовательность этих операций определяет технолог. В этом случае удается избегать «несвариваемых» сварочных швов — когда расположение шва не позволяет физически добраться и произвести сварку. В нашей практике был случай, когда изделие после первой обварки еще два раза проходило досборку и последующую обварку, с ультразвуковым контролем качества после каждой обварки узла. Правильно подобранный порядок наложения сварных швов позволяет избежать термической деформации металлоконструкций.
Разработка технологического процесса сборки конструкций тесно связана с выбором рациональных типов имеющихся в цехе приспособлений и проектированием новых приспособлений и кондукторов в зависимости от особенностей изделия и принятого метода сварки.